

用于增材制造(DfAM)的设计似乎令人生畏。通常,短语DfAM与看起来比机械更为有机的复杂晶格结构或形式的图像并列。实际上,就设计最佳实践而言,3D打印本质上是一个非常宽容的过程。它可以轻松地执行内部尖角,复杂的底切,甚至可以构建传统切割或工具制造完全无法访问的结构。增材制造可以处理多种设计特征,因此使增材制造成为用于注模或铸造零件原型的有力工具。
Designing for additive manufacturing (DfAM) can seem daunting. Often, the phrase DfAM is juxtaposed with images of complex lattice structures or forms that look more organic than mechanical. In reality, 3D printing is inherently a very forgiving process when it comes to design best practices. It can easily perform internal sharp corners, complex undercuts and even build a structure that would be fully inaccessible to traditional cutting or tooled manufacturing. This is what has made additive manufacturing a powerful tool for prototyping parts destined for injection molding or casting since it can handle a broad mix of design features.
那么,您对DfAM有什么了解?哪些设计特征可能对3D打印造成问题?这些设计最佳实践几乎适用于几乎所有常见的添加过程,从激光粉末床熔融(SLS,DMLM)到熔融沉积建模(FDM),再到大桶光聚合(SLA)。
So what should you know about DfAM? What design traits can become problematic for 3D printing? These design best practices apply to nearly all the common additive processes, from laser powder bed fusion (SLS, DMLM), to fused deposition modeling (FDM), to vat photopolymerization (SLA).
在类似X形,T形,O形或C形的自支撑特征上,最小壁厚应大于0.6毫米(0.024英寸)。这为材料及其3D融合方法提供了足够的空间来成功沉积。如果有无支撑的区域或需要承受负荷,则墙壁的厚度应为1.2毫米(0.048英寸)或更高时为两倍。
Minimum wall thicknesses should be larger than 0.6 mm (0.024”) on self-supporting features like X-, T-, O-, or C-like shapes. This gives the material, and its method of 3D fusion, enough real estate to successfully deposit. If there is an unsupported area or needs to bear a load, the wall should be double at 1.2 mm (0.048”) or above.
特征之间的间隙应大于0.5毫米(0.020英寸),以解决间隙,而相邻材料之间不会意外粘结。
Clearance between features should be above 0.5 mm (0.020”) to allow gaps to resolve without neighboring materials bonding to each other unexpectedly.
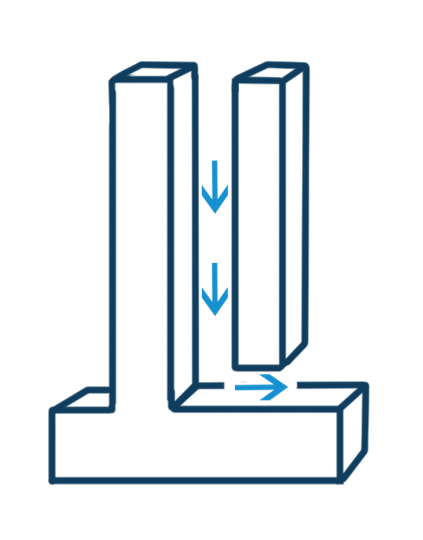
在狭长缝隙的底部(例如螺钉凸台)建立“逃生”通道,将使3D打印的零件更易于后期处理。
去除受限的中空部分可以去除多余的材料。这可以是印刷的支撑结构,也可以是未熔融的粉末和树脂。气球形状将充满未使用的材料而没有去除方法。需要增加足够的出口孔以清理材料。通常,可以对零件进行数字编程以通过修改材料填充物来起到空心作用,从而可以在零件打印时在零件内部创建稀疏的几何结构。不需要在零件中设计Infill,在生成准备过程中进行编程。
Remove confined hollows allows for excess material removal. This can be printed support structure or unfused powders and resins. A balloon shape would be full of unused material without a means of removal. Adding ample exit holes for material clearing is needed. Often, parts can be digitally programmed to act hollow through modifications of material infill, which can create sparse geometric structures inside the part as it prints. Infill does not need to be designed in the part, the programming occurs during build preparation.
在逃生孔中进行设计,以防止残留难以清洁的材料。许多零件都使用视线工具,喷丸或液体浴进行清洁。建立出口通道,例如盲目的凸台底部的垂直小孔,较深的特征或其他间隙,可帮助材料在后处理过程中自由流出。
Design in escape holes to prevent trapped material that is difficult to clean. Many parts are cleaned with line-of-sight tools, bead blasting or liquid baths. Building exit channels, such as small perpendicular holes at the bottom of blind bosses, deep features or other gaps can help material freely exit while post-processing.
填充所有内容以减轻3D打印零件中的急性应力点。圆角有助于均匀地分布零件上的应变载荷,通常可以使大多数特征更坚固。与尖锐的边缘或角落相比,圆角也倾向于更一致地打印。
Fillet everything to mitigate acute stress points in the 3D printed parts. Fillets help evenly distribute strain load on a part and can generally make most features stronger. Fillets also tend to print more consistently versus sharp edges or corners.
注意设计中容易折断的悬臂。一个好的经验法则是考虑从该悬臂部分握住一个已打印的零件,如果您认为该零件会弯曲并折断,那么您可能希望加强该功能。由于3D打印的逐层特性,在3D构建中垂直生长的悬臂将比水平生长的悬臂稍弱。
Be mindful of cantilevers in the design that could easily break. A good rule of thumb is to think about holding a printed part from that cantilevered section, if you think the part will bend and break off, then you may want to reinforce that feature. Cantilevers grown vertically in a 3D build will be slightly weaker than those grown horizontally due to the layer-by-layer nature of 3D prints.
与注射成型零件一样,设计壁厚均匀。甚至墙壁也有助于减轻零件在打印时的应力,从而减少扭曲或翘曲。相反,过厚的区域会产生很大的应力,可能会使特征周围的较薄区域偏斜。
Design with even wall thicknesses as you would an injection molded part. Even walls help mitigate stress in the part while it is printing which can reduce twist or warping. In contrast, over-thick areas can build up a lot of stress, possibly deflecting thinner areas around the feature.
向您的3D打印服务或内部制造团队提供实体模型,而不仅仅是STL。他们拥有正确的工具来转换文件并实现所需的分辨率而不会造成细节损失。提供实体模型后,操作员可以在参数化环境中进行任何细微更改,从而为以后的打印增添更多色彩。
Provide the solid model, not just the STL, to your 3D printing service or internal manufacturing team. They have the right tools to convert the file and achieve the resolution you require without detail loss. Providing the solid model allows the operator to do any minor changes in a parametric environment – adding legacy to future prints.
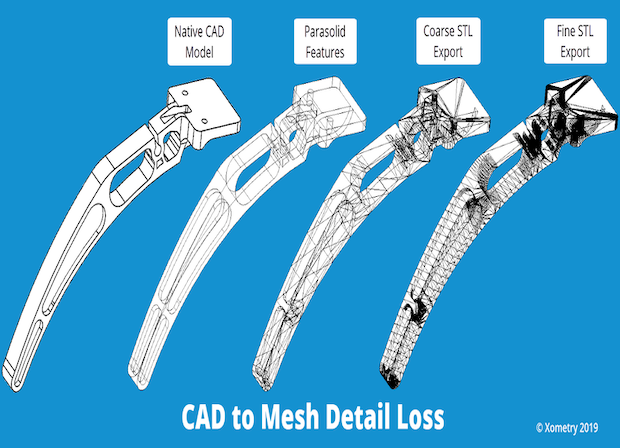
粗的STL网格将导致打印的零件在圆形边缘周围具有粗糙的特征。通过提供CAD模型,打印机操作员可以确保STL导出适合打印作业。
文章来源:3dprintingmedia





